

風管加工分為兩種,一是現場加工風管;另一種是工廠加(jiā)工的成(chéng)品風管。成品風管由工廠加工完成,應進行型式檢驗,采購進場(chǎng)時應核查其合格證(zhèng)明(míng)文(wén)件,包括強度和嚴密性(xìng)檢驗報告。 對於非采購的(de)現(xiàn)場加工(含施工現場製作、委托加工、及(jí)其他場地加工)製作風管,因受加工工藝及加工場(chǎng)地、加工(gōng)方法、加工設備、操作(zuò)人員的不同(tóng),其質量情況(kuàng)會(huì)有所不同,為檢驗其(qí)加工工藝(yì)是否滿(mǎn)足施工要求,在風管批量加工前,應對現場加工製作的風管進(jìn)行嚴密性和強度(dù)試驗,也就是要對加(jiā)工工藝(yì)進行(háng)驗(yàn)證。加工工藝性驗證,就是為(wéi)了驗證加工工藝是否符合要求而進行的強度和嚴密性試驗;是在風管批量加工前,先加工出一部(bù)分樣品進行試驗(yàn),合格後方可大批量加工(gōng)。檢驗應該是全數(shù)檢驗,檢驗合格後方可進行下一道工序,批量(liàng)加工。






鍍鋅鋼板工藝要求1、應(yīng)采用(yòng)咬口連接(jiē)或鉚接,不得焊接;2、風管(guǎn)板材拚接(jiē)的咬口縫應(yīng)錯開,不得有十字型拚接縫。3、咬口縫(féng)緊密、寬度(dù)一致,折角平直,圓弧均勻且兩(liǎng)端麵平行;4、風管無明顯扭曲與(yǔ)翹角,表麵應平整,凹凸不大於8mm;5、風管外(wài)徑或外邊長的允許偏差為負偏差,當風管大邊長小於或等於630mm時,為-1mm;當大於630mm時,為(wéi)-2mm;6、管(guǎn)口平麵度的允許偏差為1mm,矩形風管兩條(tiáo)對角線長度之差不應大於2mm。7、矩形(xíng)風管邊長大於630mm、保溫風管邊長大於800mm,管段長(zhǎng)度大於1250mm或低壓風管單邊平麵積大於1.2㎡、中、高壓風管大於(yú)1.0㎡,均應采取加固措(cuò)施。

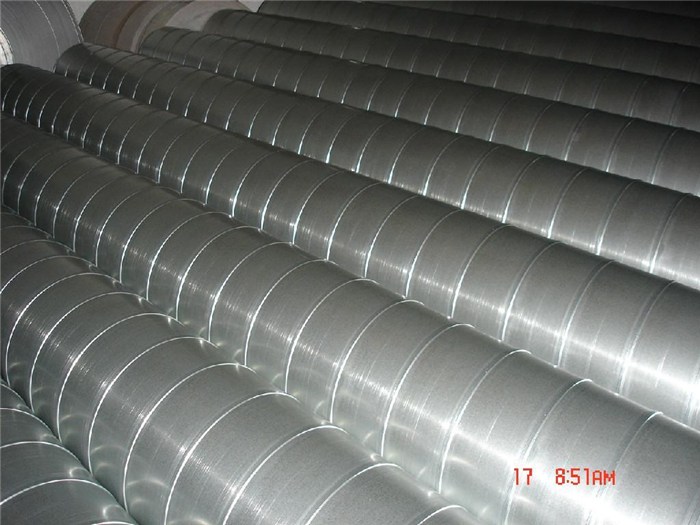
焊接風管的性能主要(yào)取決於鍍鋅(xīn)鋼板的厚度和化性。可以看出,管式配氣出口(kǒu)的延遲(chí)損失比傳統(tǒng)的鐵皮風道要(yào)小得多。嚴禁在風道(dào)內鋪設、交叉各種管道、電線;輸送氣體或安裝在環境中的風道係統,應接地良好,通過生活區和生產車(chē)間時必須嚴密,不得(dé)有任何接口;嚴(yán)禁將室外總管的(de)固定電纜拉到避雷針或防雷網上。 螺旋風管強度可提高30%,可選用薄材料,如(rú)將(jiāng)0.8mm厚度改為0.6mm。焊接(jiē)風管不得與(yǔ)其他材料和設備混搭,並(bìng)應采取防雨雪(xuě)措施;成品風管法蘭長時間堆放時,應覆蓋塑料(liào)薄膜,以保持表麵清潔(jié),避免灰塵積(jī)聚。管式配氣出口還存(cún)在摩擦(cā)阻力和局部阻力引起的(de)壓力損失。塑(sù)料風管的膨脹(zhàng)和收縮大。

您好,歡迎蒞(lì)臨蕪湖(hú)鑫(xīn)森,歡迎谘詢...
 觸屏(píng)版二維碼 |





